
Orbital laser welding process
Welding and testing in a single step
The installation and testing of pipe joints and the related logistics account for a major time and cost factor in pipeline construction. So the combination of laser beam welding and ultrasonic weld inspection in a single operating step should help reduce pipe-laying time and costs. That, at least, is the theory.
But in current practice, things look a bit different. Two specialist welders, who, incidentally, have become a rare breed worldwide, need between 20 and 30 minutes to produce one pipe joint in a DN 300 pipeline string. Each joint consists of several welding passes. Once the joint is complete, the weld area has heated up to such an extent that immediate subsequent testing is ruled out. Apart from this, weld testing is usually done by a service provider who will only start working when a larger number of welds have been completed. The resultant delay is carried over to field coating of the welds, so the completion of a single joint can take anything up to several days.
Pipeline revamp as pilot project
In the area of Dersekow, south of Greifswald in north-eastern Germany, the Leipzig-based company ONTRAS Gastransport GmbH is revamping the long-distance gas pipeline 98 in several consecutive sections. The pipes for a recently laid 1,100 m section have for the first time been joined using the orbital laser welding technique. Salzgitter Mannesmann Line Pipe not only supplied the required 70 pipes in DN 300 and with a wall thickness of 6.3 mm, it is also a co-patent-holder of the orbital laser welding process with subsequent weld inspection.

Aligning steel pipes on the construction site
The prototype immediately shows its enormous development potential.
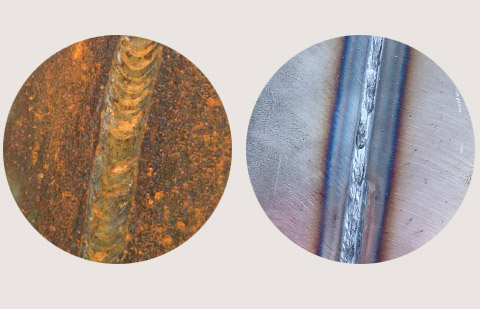
Extreme left: In many cases, conventional welds are only tested several days after welding. The weld has corroded and must be thoroughly cleaned before field coating.
Right: The automatically laser welded joint is more uniform and even, and not so bulky. It can be tested and field coated immediately after welding.
Development work of many years
Before patent protection was obtained, Schweißtechnische Lehr- und Versuchsanstalt (SLV / Welding Training and Testing Center) Halle and Salzgitter Mannesmann Line Pipe cooperated in the development of the process for several years. The objective: reduce the time and costs involved in stringing together the steel pipeline. The idea: have laser beam welding and weld inspection together performed by a device that rotates around the pipe, thus completing in a single operating step a pipe joint ready for field coating.
A perfect girth weld in 70 seconds
The first prototype immediately showed the enormous improvement potential of the new device and the way it works. In just 70 seconds, two HFI-welded steel pipes can be joined by a perfect girth weld. The mobile laser is controlled from a vehicle. "Although we weld at 1,800 °C, shortly on completion of the single-pass weld the material has already cooled down to between 60 and 80 °C," explains Christian Sondershausen, research engineer at SLV Halle.
Subsequent testing no problem
Accordingly, the weld can be tested immediately after welding. "This is another major benefit of the new process. With a conventionally welded joint, we have to wait for quite some time before it can be tested," adds Dr. Hans-Jürgen Kocks, who is in charge of the project at Salzgitter Mannesmann Line Pipe. "This, of course, also increases the logistics effort in a pipe-laying project." Since, in the new process, welding and weld testing are conducted in direct succession, the pipe joint can also be field-coated immediately afterwards. Another benefit that saves time, work and costs.
On track to practical feasibility
In a pilot project near Greifswald, which originally focused on the welding process alone, the developers were completely happy with the performance of the new prototype. "The field test was a success. What we now have to do is couple the weld test to the welding process and integrate it into the welding device," says Dr. Hans-Jürgen Kocks. And there's more work to be done in the context of weld preparation. Christian Sondershausen: "The alignment and internal centering of the pipes need to be more closely adjusted to the process." For in the field test, the operators took about an hour to position the pipes for laser welding. But the pipe-laying company on site was convinced that there was plenty of improvement potential that can easily be exploited, especially with long pipeline sections.
Acceptance by Germany's TÜV Süd
As the inspectors from TÜV Süd see it, the welding process has proven itself. Besides ultrasonic and X-ray testing, the pipeline was subsequently subjected to a stress test as well. The mechanical properties of the laser weld complied with all the requirements in the applicable standards. All the welds passed the tensile test, the Charpy notch impact test, and the hardness test with flying colors.
Currently we are optimizing the testing technology within the framework of a further partial project.Dr. Hans-Jürgen Kocks, R&D Salzgitter Mannesmann Line Pipe